Schweißnahtsymbole
Schweißen
Schweißen gehört zur Gruppe der thermischen Fügeverfahren. Dabei werden zwei oder mehr Fügepartner stoffschlüssig, unlösbar miteinander verbunden. Die Deutsche Industrienorm (DIN) 8580 klassifiziert Fertigungsverfahren und beschreibt in der Hauptgruppe 4 das Schweißen. Die Definition der Ausführung künftiger Schweißverbindungen erfolgt in der zugehörigen technischen Dokumentation, der Schweißzeichnung, mithilfe von Symbolen. In der DIN EN 2553 ist die symbolische Darstellung von Schweißnähten geregelt.
Darstellung von Schweißverbindungen – System A und B
Generell werden bei der symbolischen Darstellung von Schweißverbindungen die Systeme A und B unterschieden. Während das System A europäischen Standards entspricht, erfolgt die Darstellung nach dem System B im asiatisch-pazifischen Raum. Im Zuge der zunehmenden Globalisierung der Wirtschaftsräume wurde das System B in die DIN EN ISO 2553 integriert. Vor diesem Hintergrund sollten beide Systeme verstanden und angewendet werden können. In ein und derselben technischen Darstellung darf jedoch nur mit dem System A oder B gearbeitet werden. Das Mischen beider Darstellungsformen für Schweißnahtsymbole in Zeichnungen ist unzulässig. Der weitere Inhalt dieses Beitrages bezieht auf das System A.
Technische Darstellung von Schweißverbindungen – Aufbau und Inhalt
Schweiß Grundsymbole, das heißt symbolisierte Darstellungen von Schweißverbindungen bestehen immer aus einer Pfeillinie, den Bezugslinien in Form einer Voll- und Strichlinie sowie optional der sogenannten Gabel. Pfeil beziehungsweise Pfeillinie geben die Schweißnahtposition am Werkstück an. Auf der Bezugslinie werden Nahtsymbol, Nahtdicke (a) oder alternativ Schenkellänge (z) sowie Länge der Schweißnaht in Millimeter angegeben. Steht das Nahtsymbol auf der Volllinie, bezieht es sich auf die vom Pfeil bezeichnete Position. Befindet es sich an der darunter liegenden Strichlinie, gilt es für die Naht auf der Gegenseite. Soll die Schweißnaht beidseitig ausgeführt werden, entfällt die Strichlinie. Das Nahtsymbol wird in diesem Falle ober- und unterhalb der Volllinie angegeben. In der Gabel sind je nach Erfordernis zusätzliche Informationen vermerkt. Dies können die Kennzahl des Schweißverfahrens nach DIN ISO 9606-1, die Bewertungsgruppe nach DIN EN ISO 5817, die Arbeitsposition nach DIN EN ISO 6947 sowie der zu verwendende Zusatzwerkstoff nach DIN EN 544, DIN EN ISO 2560 und DIN EN ISO 3581 sein. Sollen die Fügeteile mittels umlaufender Schweißnaht oder Ringsum-Naht verbunden werden, wird am Kontaktpunkt von Pfeil- und Bezugslinie ein Ring eingezeichnet. Befindet sich an gleicher Stelle zudem ein angedeutetes Fähnchen, verweist dies auf eine Baustellennaht. Sind mehrere Schweißarbeitsgänge für die Realisierung einer Fügeverbindung erforderlich, wird mit Bezugslinien in entsprechender Anzahl gearbeitet. Die dem Maßpfeil am nächsten liegende Bezugslinie kennzeichnet den ersten Arbeitsgang.
Fugenformen und Schweißnahtsymbole beim Rohrschweißen
Die Fugenformen für die Schweißnahtvorbereitung werden in der DIN EN 9692-1 systematisiert. Abhängig von der Wanddicke der zu verbindenden Fügepartner sowie dem eingesetzten Schweißverfahren werden unterschiedliche Fugenformen gewählt. In der Mehrzahl der Fälle handelt es sich beim Rohrschweißen um Rohr-Rohr-Verbindungen und damit um die Ausführung von Stumpfnähten. Möglich sind jedoch auch Rohr-Platte-Verbindungen. Dort werden Kehlnähte geschweißt. Die weitere Betrachtung der Nahtformen fokussiert auf Rohr-Rohr-Verbindungen und deren Nahtsymbole. Grundsätzlich eignen sich I-Nähte für das einseitige Fügen von Werkstücken geringerer Wanddicke. V-, Y- und U-Nähte werden gewählt, wenn die Fügepartner größere Materialdicken aufweisen und einseitig geschweißt werden soll. Bei guter Zugänglichkeit der Fügezone ist beidseitiges Schweißen möglich. Für dickwandige Fügepartner bietet sich in diesem Fall die Ausformung einer X-Fuge an.
I-Naht
Die Flanken des Fügespaltes einer I-Naht weisen eine parallele Kontur auf. Diese Naht wird durchgeschweißt. Zwei gleichlange, senkrechte, parallel zueinander verlaufende Linien symbolisieren diese Naht.
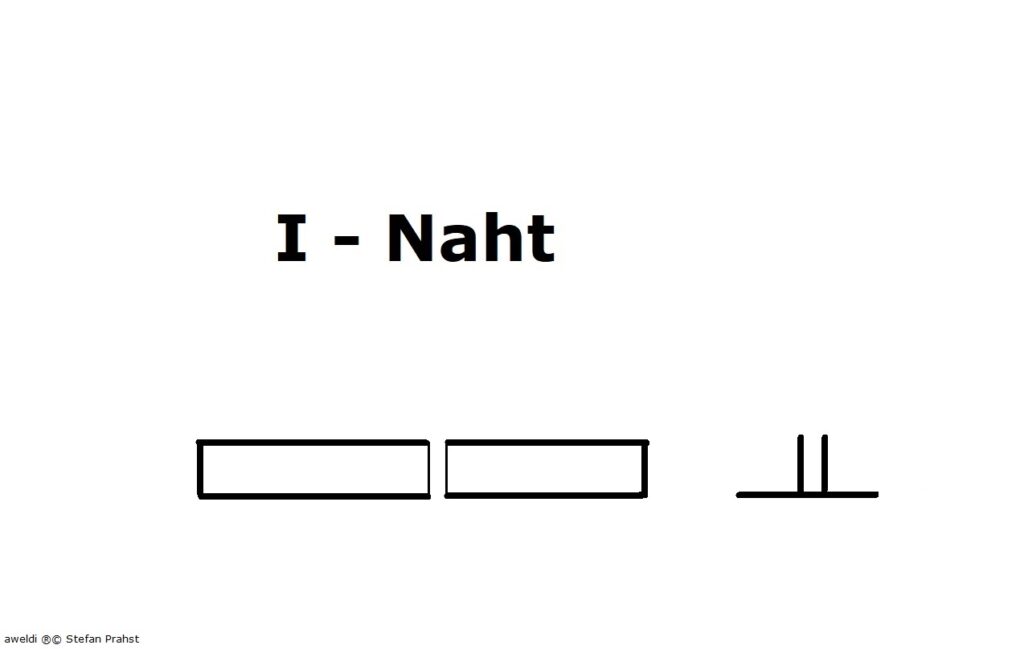
Schweißnahtsymbol-I-Naht
V-Naht
Die Fugenflanken der zu verbindenden Werkstücke werden bei einer V-Naht mittels mechanischer Bearbeitung angeschrägt. Aneinandergelegt bilden sie die Form des Buchstaben V. Die Naht wird durchgeschweißt. Das Nahtsymbol ist abgeleitet vom Buchstaben V ein nach oben geöffnetes Dreieck.
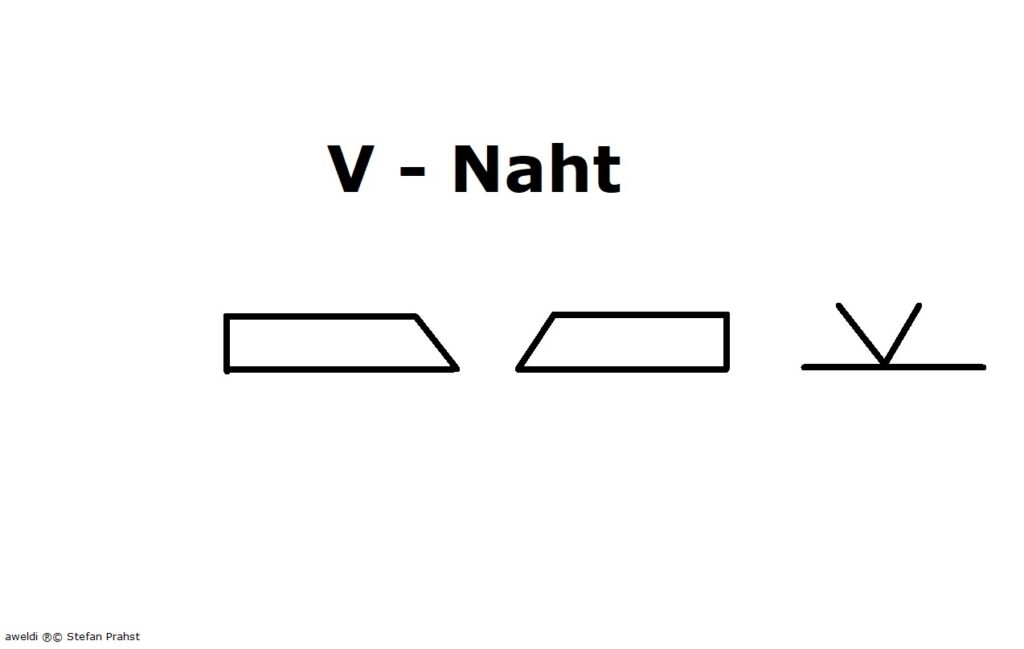
Schweißnahtsymbol-V-Naht
HV-Naht
Die Herstellung der Fuge einer HV-Naht erfolgt in ähnlicher Form wie die der V-Fuge. Es wird hier jedoch lediglich die Kante eines der beiden Fügepartner angeschrägt. Die Naht wird durchgeschweißt. Die HV-Naht wird durch ein nach oben geöffnetes Dreieck symbolisiert, wobei einer der beiden Schenkel senkrecht verläuft, während der andere geneigt ist.
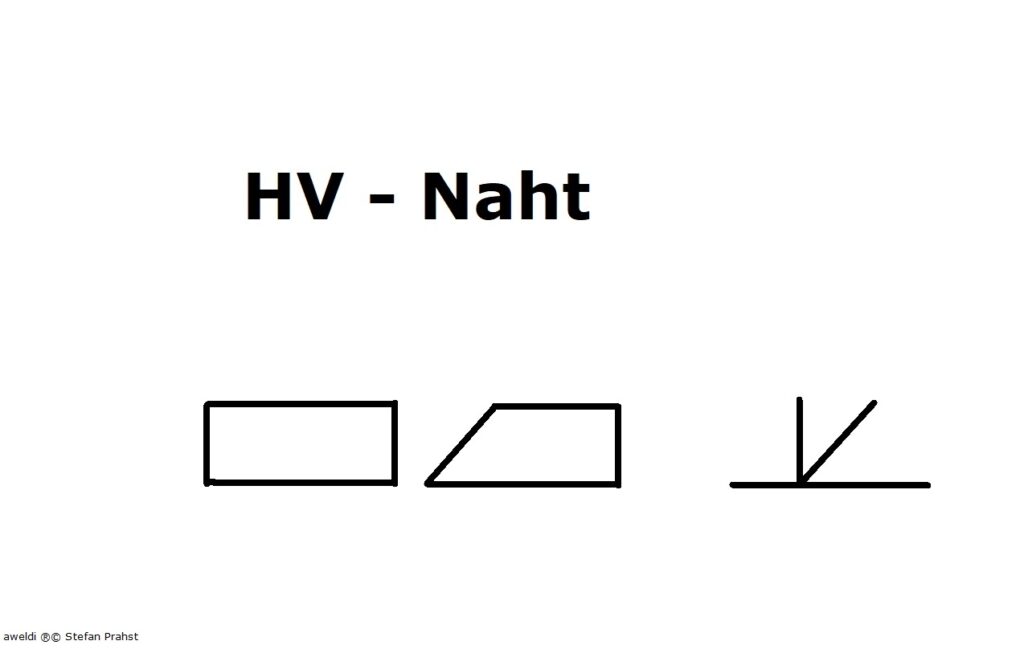
Schweißnahtsymbol-HV-Naht
Y-Naht
Bei der Y-Naht werden die Fugenflanken beider Werkstücke bearbeitet. Es entsteht eine V-förmige Fuge. Im Gegensatz zur V-Fuge erfolgt die Bearbeitung jedoch nicht über die gesamte Dicke des Werkstückes. So verbleibt im unteren Teil der Fuge ein Steg. Die Naht wird nicht durchgeschweißt. Drei aufeinandertreffende Linien bilden das Nahtsymbol einer Y-Naht. In Analogie zum Buchstaben Y verläuft eine davon senkrecht. Die beiden übrigen Linien sind geneigt und bilden ein nach oben geöffnetes Dreieck.
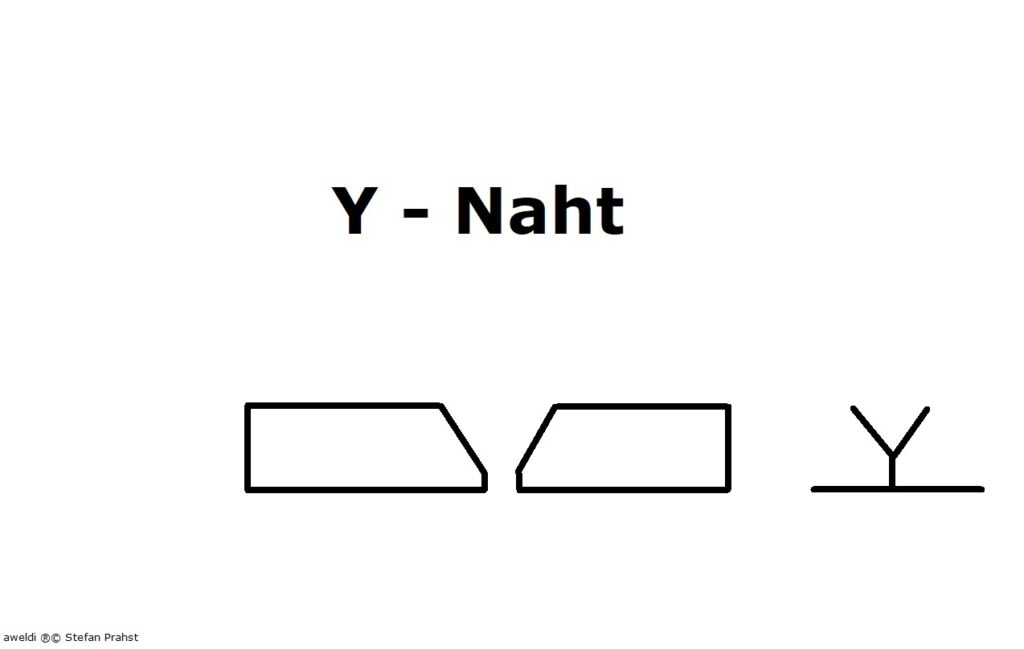
Schweißnahtsymbol-Y-Naht
HY-Naht
Bei der Vorbereitung einer HY-Naht wird lediglich einer der beiden Fügepartner mit einer Schräge versehen. Das Ausfugen erfolgt nicht über die gesamte Dicke des Werkstückes. Im unteren Teil der Fuge verbleibt ein Steg. Das Symbol einer HY-Naht ahmt die Form der Schweißfuge nach und erinnert an ein unvollständig geschrienes K. Etwa aus der Mitte der senkrecht verlaufenden Linie geht eine weitere, nach rechts oben geneigte Linie ab.
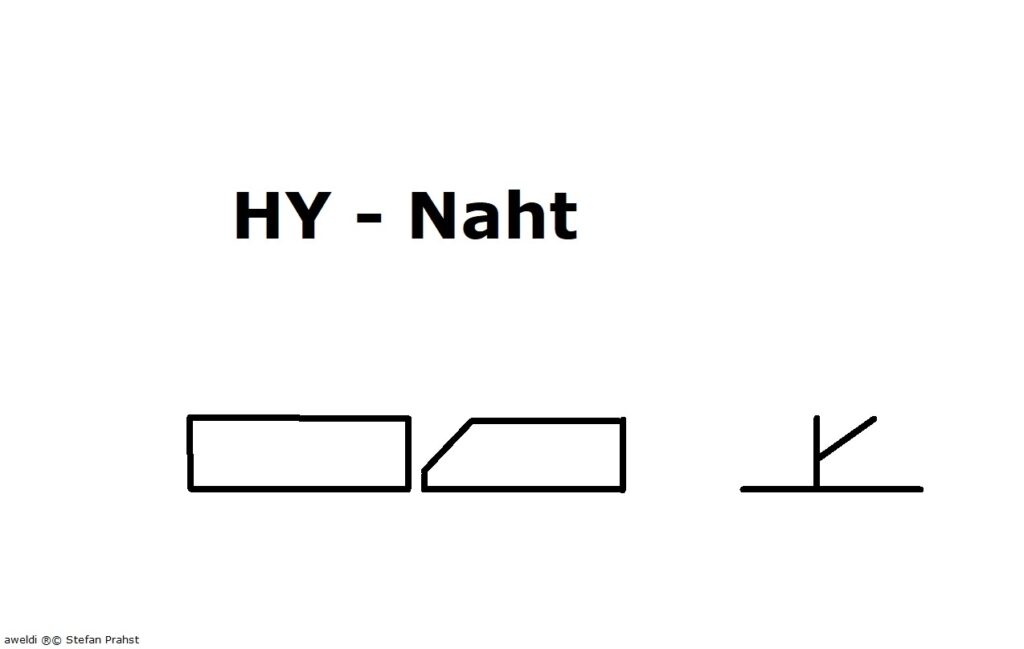
Schweißnahtsymbol-HY-Naht
U-Naht
Im Rahmen der Fugenvorbereitung einer U-Naht werden beide Fügepartner mechanisch bearbeitet. Die entstehende Fugenform beschreibt im Querschnitt die Form des Buchstaben U. Im unteren Bereich der Fuge verbleibt ein Steg. Diese Naht wird durchgeschweißt. Das Nahtsymbol einer U-Naht ist ein nach oben geöffneter Halbkreis, an den eine senkrecht nach unten verlaufende Linie anschließt.
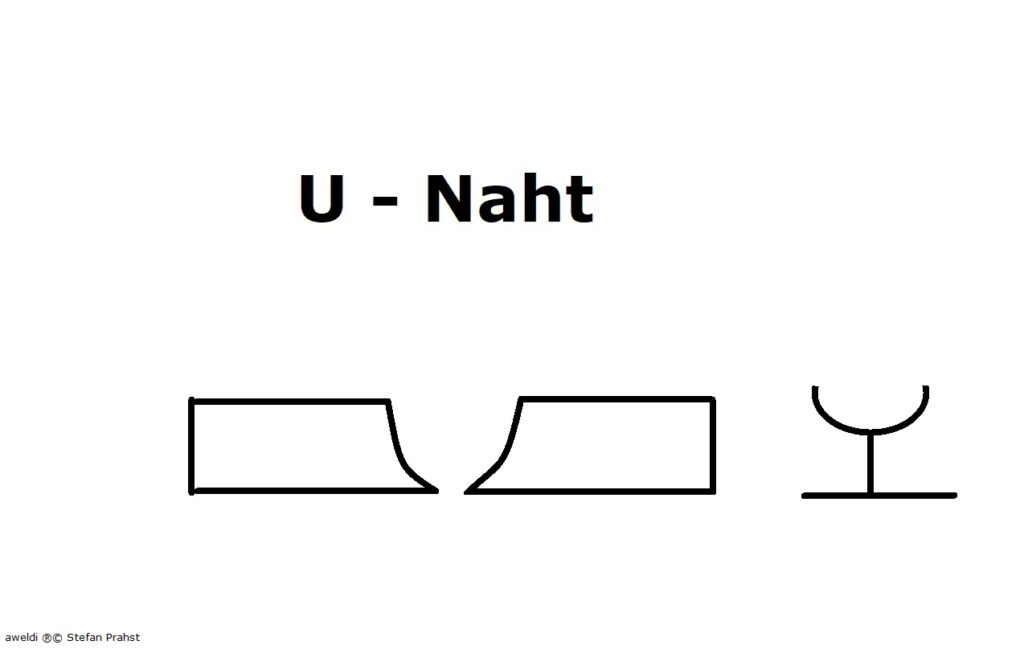
Schweißnahtsymbol-U-Naht
HU-Naht
Die Fugenvorbereitung einer HU-Naht erfolgt analog zur U-Naht. Es wird jedoch lediglich einer der beiden Fügepartner bearbeitet. Im unteren Bereich der Fuge verbleibt ein Steg. Diese Naht wird nicht durchgeschweißt. Das Symbol einer HU-Naht ist eine senkrecht verlaufende Linie, in deren mittleren Bereich eine weitere Linie austritt, die einen nach oben geöffneten Viertelkreis beschreibt.
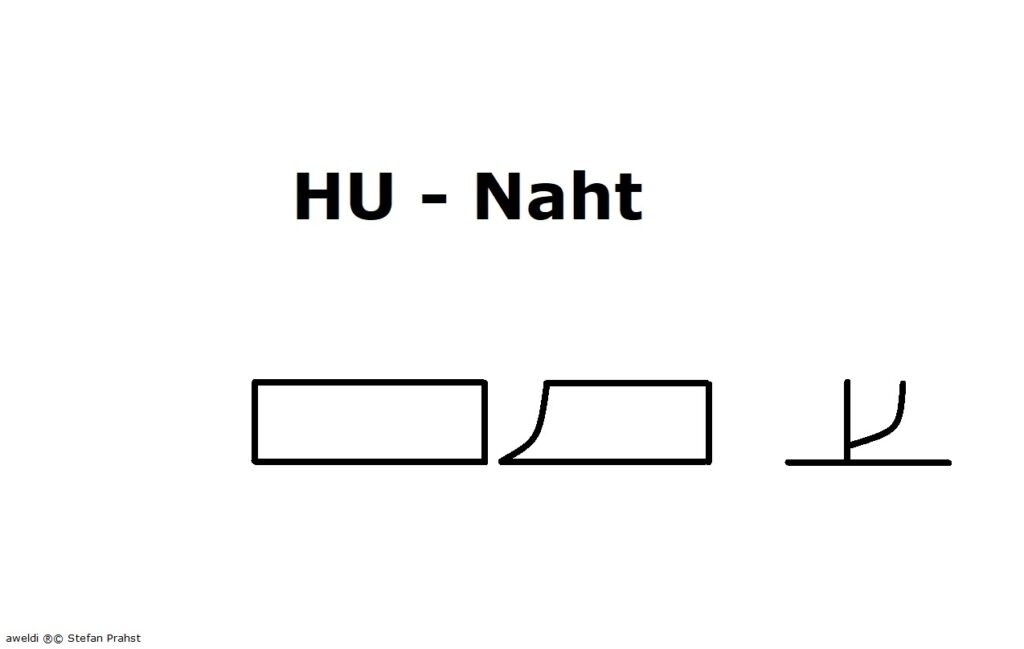
Schweißnahtsymbol-HU-Naht
X-Naht
Durch beidseitig mechanisches Bearbeiten der Fügekante an beiden Werkstücken erfolgt die Vorbereitung einer Doppel-V-Naht (DV) oder X-Naht. Zwei sich kreuzende, geneigte Linien symbolisieren diese Naht.
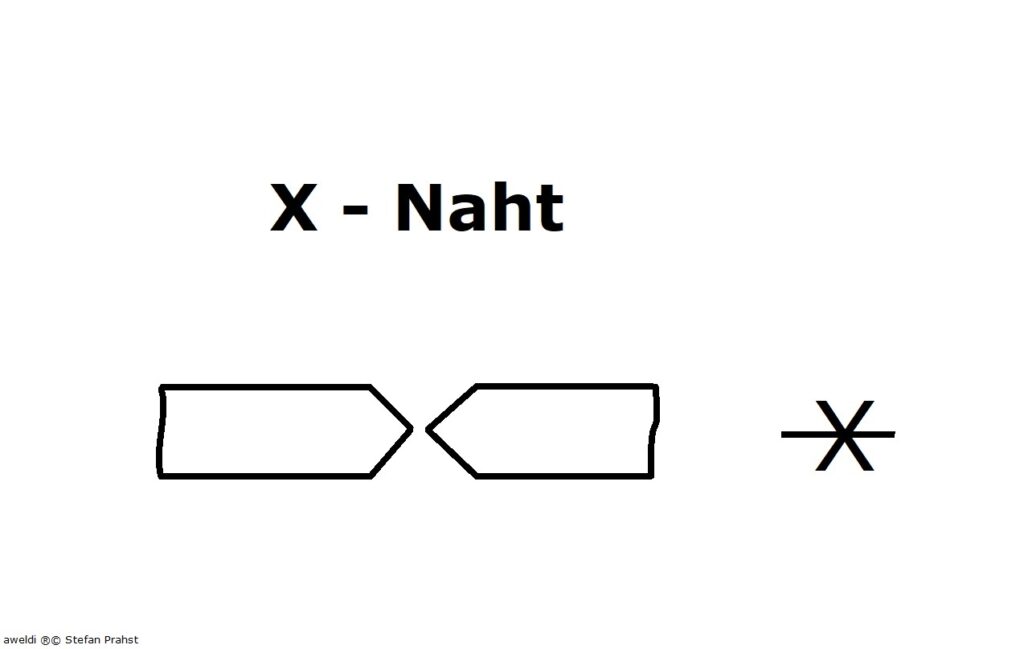
Schweißnahtsymbol-X-Naht
Schweißpositionen beim Schweißen von Rohren
Die DIN EN ISO 6947 führt die unterschiedlichen Schweißpositionen systematisch auf. Diese beschreiben die Lage der Schweißfuge während des Fügeprozesses. Zudem berücksichtigen sie Ausrichtung und Zugänglichkeit der Fügeteile. Die unterschiedlichen Positionen beim Schweißen von Rohren beziehen sich auf das Ausführen von Stumpfnähten an Rohr-Rohr-Verbindungen sowie Kehlnähten bei Rohr-Platte-Verbindungen. Die ideale Schweißposition ist die Wannenlage (PA). Alle übrigen Positionen gelten als Zwangsposition.
Wannenposition (PA)
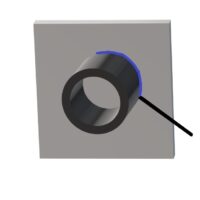
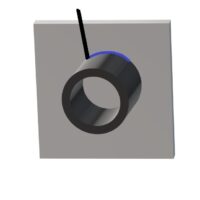
Die Wannenposition ist für die Ausführung von Stumpf- und Kehlnähten anwendbar. Das Schweißen einer Stumpfnaht ist möglich, wenn sich beide Rohrachsen in waagerechter Position befinden. Bei Ausführung einer Kehlnaht weist die Rohrachse eine Neigung von 45 Grad auf. In beiden Fällen muss eine rotierende Bewegung der Fügepartner möglich sein.
Horizontalposition (PB)
Diese Schweißposition eignet sich für das Herstellen von Kehlnähten. Steht die Rohrachse waagerecht, müssen die Fügepartner rotierend beweglich sein. Bei senkrecht stehender Rohrachse ist dies nicht erforderlich.
Querposition (PC)
Stumpfnähte an Rohren können in Querposition ausgeführt werden. Die Rohrachse befindet sich dabei in der Senkrechten. Beide Fügepartner sind fixiert. Es wird waagerecht, quer zum Verlauf der Rohrachse geschweißt.
Horizontal-Überkopfposition (PD)
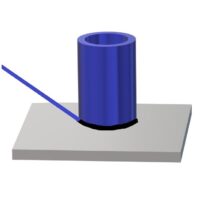
Das Schweißen in Horizontal-Überkopfposition bietet sich an, wenn Kehlnähte an Rohren zu setzen sind, die Rohrachse senkrecht steht und beide Fügepartner fixiert sind.
Senkrechte Steignaht schweißen (PH)
Die Schweißposition PH gibt an, dass steigend geschweißt wird. Die Rohrachsen verlaufen waagerecht; beide Fügepartner sind fixiert. Diese Position eignet sich für das Schweißen von Stumpf- und Kehlnähten.
Senkrechte Fallnaht schweißen (PJ)
Die Schweißposition PJ beschreibt die analoge Situation zur Position PH. Hiermit wird jedoch ein fallendes Schweißen beschrieben.
Steignaht am geneigten Rohr schweißen (H-L045)
Diese Bezeichnung gibt die Schweißposition bei geneigter Rohrachse, zum Beispiel 45 Grad, an. Dabei sind die Fügepartner fixiert. Die Herstellung der Fügeverbindung erfolgt mittels steigendem Schweißen.
Fallnaht am geneigten Rohr schweißen (H-J045)
Diese Bezeichnung gibt die Schweißposition bei geneigter Rohrachse, zum Beispiel 45 Grad, an. Dabei sind die Fügepartner fixiert. Die Herstellung der Fügeverbindung erfolgt mittels fallendem Schweißen.
Mit dem Kürzel PK erfolgt die Kennzeichnung der Position für das Orbitalschweißen.
Die Schweißposition SP steht für alle übrigen Schweißpositionen, die durch die vorgenannten Hauptpositionen nicht abgedeckt werden.
Bedeutung der Schweißnahtsymbole für die Qualifikation als Rohrschweißer
Die DIN EN ISO 9606 definiert die Anforderungen der Prüfung für Schweißer. Ziel der Prüfung ist die Qualitätssicherung beim manuellen Schweißen. Stoffschlüssige Verbindungen, insbesondere an Rohren, sollen so in reproduzierbarer Güte realisiert werden. Neben den hierfür erforderlichen Handfertigkeiten für das fehlerfreie Fügen von Werkstücken in unterschiedlichen Schweißpositionen muss der Schweißer in der Lage sein, die für seine Tätigkeit relevanten Vorgaben zu verstehen und fachgerecht umzusetzen. Dies bezieht sich in erheblichem Maße auf die Kenntnis der symbolischen Darstellung von Ausführungsvorgaben, Schweißnaht Symbolen sowie Schweißpositionen. Diese werden in der Schweißanweisung nach DIN EN ISO 15609; 2019-12 als Bestandteil des Schweißplans definiert. Für den Schweißer ist dies eine verbindliche Arbeitsvorgabe.
-

- Rohr-Stumpf-Schweißnaht Schweißposition-PG
-
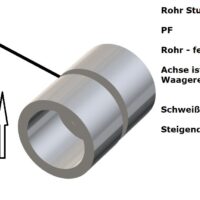
- Rohr-Stumpf-Schweißnaht Schweißposition-PF
-
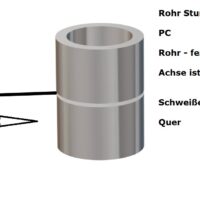
- Rohr-Stumpf-Schweißnaht Schweißposition-PC
-
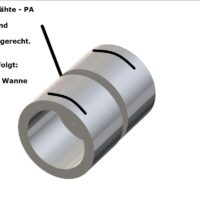
- Rohr-Stumpf-Schweißnaht Schweißposition-PA
-
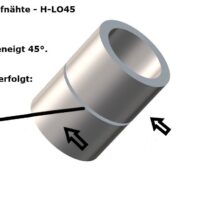
- Rohr-Stumpf-Schweißnaht Schweißposition-H-L045
-
- Rohr-Kehlnaht Schweißposition-PG
-

- Rohr-Kehlnaht Schweißposition-PF
-

- Rohr-Kehlnaht Schweißposition-PD
-
- Rohr-Kehlnaht Schweißposition-PB
-
- Rohr-Kehlnaht Schweißposition-PB
Quellen:
www.ingenieurkurse.de
www.technisches-zeichnen.net/Schweiteile und Schweißnähte bemaßen
www.sentin.ai
www.vector-schweissgeraete.de
www.protem-gmbh.de
www.ewm-group.de
www.schweisstechnik.technolit.de
www.schweisshelden.de/Übersicht der Schweisspositionen
www.home-of-welding.com/Eine Frage der Lage: Schweisspositionen
www.webshop.schachermayer.com/Schweisspositionen nach DIN 9606
www.anleitung-zum-schweissen.de/Schweisspositionen
de.wikipedia.org/Schweißpositionen
www.dvs-media.eu/Schweißplan im Metallbau, Merkblatt 1710
www.schweissaufsicht-kompakt.de/Schweißanweisungen für das Lichbogenschweißen
www.dvs-home.de/Qualifizierung zum SFI, Richtlinie DVS-IIW/EWF 1170
Stefan Prahst