Schlechte Schweißnähte
Manchmal stellt man sich die Frage: Muss das sein?
Niemand ist perfekt, aber ausreizen brauch man die Dinge auch nicht.
Wir reden von medienführenden Rohrleitungen und Behältern.
Egal welche Medien da durch gehen, jedes Medium hat so seine Eigenschaften.
Diese Eigenschaften können auch Schäden anrichten, sehr große sogar.
Schweißfehler können vermieden werden.
Schäden an Rohrleitungen, innerhalb von Zentralen, innerhalb von Anlagen, innerhalb von Gebäuden oder innerhalb von hochmodernen Industriehallen, das wird teuer.
Ausfälle sind vorprogrammiert, der Aufwand sehr hoch.
Wie also kann es sein, dass Rohr Schweißnähte in einem doch sehr fragwürdigen Zustand übergeben werden.
Schlecht geschweißt.
Irgendetwas ist doch schiefgelaufen. Aber was?
Jeder kann die Fragen selbst beantworten, welche Art von Schweißfehler und eventuell wie verursacht worden.
Die Grundlage für eine vernünftig hergestellte Rohr Schweißnaht ist nun mal die Schweißnahtvorbereitung, das Wissen und Erfahrung.
Schweißerausbildungen liefern in erster Linie die Grundlagen für Theorie und Praxis.
Sichtlich bemüht sind die Ausbilder und Dozenten, weil sie sehr genau wissen, was für Verantwortung in der Schweißtechnik und in der Praxis steckt.
Schlechte Schweißnähte vermeiden.
Wir machen eine Schweißerlehre oder einen Schweißerkurs.
Viele sind nachfolgend der Meinung schweißen zu können.
Tatsache ist aber auch, dass die nachfolgende Rohr Schweißer Praxis auch eine ständige Lehre ist.
Gefordert wird: Willen, Bereitschaft und Geschick.
Rohrschweißer sind auch Künstler um schlechte Schweißnähte zu verhindern.
Flüssige bzw. zähflüssige Werkstoffe zusammen zu führen und ein sicheres und optisches Gesamtbild zu erschaffen ist nicht jedermanns Sache.
Manche lernen es früher, manche brauchen ihre Zeit.
Jeder hat letztlich seinen Stil bzw. seine Handfertigkeit und liefert auf seine ganz persönliche Art und Weise bei seinen Rohr Schweißnähte ab.
Fakt ist aber auch, dass immer wieder leichtsinnig gehandelt und schlechte Schweißnähte entstehen.
Dazu kommen eventuell der Leistungsdruck und Stress und der Druck durch eigenes Gedankengut.
Das sind gefährliche Faktoren, wo die übergeordneten Kollegen mal drüber nachdenken sollten.
Egal welche Medien durch Rohrleitungen und Behälter geführt werden, egal welche Drücke herrschen, eine leichtsinnig hergestellte schlechte Schweißnaht kann im Schadensfall einiges lahmlegen.
Vergessen wir auch nicht, dass physikalische Kräfte (Bereich Statik) an jeder Schweißnaht vorhanden sind.
Betrachten wir die beiliegenden Bilder von schlechten Schweißnähten und Schweißnahtvorbereitungen, sollte doch klar sein, dass hier Wissen, Willen und Können deutlich versagt haben.
Es gibt genug Vorgaben und Regelwerke, wo Vorbereitung und Ausführung von Schweißnähten beschrieben werden.
Wenn natürlich bei der visuellen Kontrolle Fehler und schlechte Schweißnähte entdeckt werden, brauchen wir mit einer Tiefenprüfung nicht wirklich beginnen.
Es sieht aber trotzdem auf Röntgenfilmen interessant aus.
Klar:
Es gibt gute und schlechte Tage, angenehmes und schlechtes Wetter.
Persönliche Probleme oder tragische Augenblicke.
Nicht jeder Tag ist gleich im persönlichen Ablauf.
Auch sind wichtig, das Umfeld und der kollegiale Umgang.
Natürlich gibt es auch plötzlich auftretende Ereignisse.
Dazu kommt auch, was von einem Rohr Schweißer erwartet wird.
Einiges hat sich verändert in der Schweißer Branche.
Und das nicht immer zu seinen Gunsten.
Ich habe sehr viele Rohr WIG-Schweißer und Rohr Elektroden Schweißer kennen gelernt.
Speziell in Industrieunternehmen, die in Kraftwerken und Chemieanlagen tätig sind und waren.
Von Anfang an die richtige Linie im Sinne des Schweißers und der Schweißnahtherstellung zu haben ist äußerst wichtig.
Schon bei der Schweißnahtvorbereitung, dem anpassen, das heften und nachfolgende Sichtprüfungen sind Fehler, schlechte Schweißnähte bzw. Unregelmäßigkeiten erkennbar.
Also lässt sich die Handlung auch regulieren.
Wie schon erwähnt, reden wir von medienführenden Rohrleitungssystemen.
Zum Beispiel Kälte,- und Wärmetechnik.
Rohrleitungen mit aggressiven Medien und Rohrleitungen, die hohen Drücken ausgesetzt sind, dürfen mit schlechten Schweißnähten nicht übergeben werden.
Autogenschweißen, Schweißverfahren 311:
Der Flammenrückschlag,- das Anzünden klappt nicht gleich,- während des Schweißprozesses „Theater“ an der Flamme, die Schmelze läuft nicht gleich dahin, wo sie hinlaufen soll, das Material sprüht und bindet nicht gleich usw.
Elektrode schweißen, Schweißverfahren 111:
Rutil Elektroden ist verbunden mit viel Funkenflug und Restspritzer.
Hier ist besonders viel Sauberkeit während der Arbeiten angesagt.
Putzen, Spritzer entfernen, vernünftig ausschleifen.
Über Schlackereste schweißen kann schnell zu Fehler und schlechten Schweißnähten führen.
Elektroden die eine Rutile Ummantelung haben, lassen sich durch leichtes Anklopfen an das zu verschweißende Material gut zünden.
Elektrode Schweißen 111 mit Basischen Elektroden:
Vorab sollte man wissen, dass basische Elektroden beim Zünden sich anders verhalten.
Von daher ist es ratsam, die Elektrode zum Zünden an das Material anzustreichen.
Anklopfen wie bei der Rutil Elektrode wird eher abgeraten.
Basische Elektroden kleben gerne mal am Material fest und es löst sich nicht besonders gut.
Elektroden allgemein:
Du schweißt gerade vor dich hin und die Umhüllung löst sich seitlich eher ab.
Der Lichtbogen wandert dorthin, wohin er nicht hinwandern soll.
Welch ein Augenblick, wo der Eisengeist zuschlägt.
Falsche Haltung der Elektrode, die Schlacke läuft vor und die Kontrolle der Schmelze ist nicht gegeben.
WIG-Schweißen Schweißverfahren 141 – Zwangsposition:
Gerade hast du dich in eine „wunderschöne“ Position gezwängt, zum Beispiel über Kopf in ein sehr enges Eck, die Nadel vorher angespitzt, den Draht auf die passende Länge geschnitten und möchtest mit der WIG-Naht beginnen.
Den WIG-Brenner bzw. die Nadel hast du fixiert und möchtest zünden.
Die Flamme ist an, der Draht wird zugeführt, die Schmelze bindet nicht gleich und PENG ist der Tropfen auf der WIG-Nadel.
Ein Traum, der Eisengeist ist voll dabei.
Wieder beginnst Du von vorne um eine schlechte Schweißnaht zu vermeiden.
Besonders im freien Gelände oder ähnliches gibt es immer wieder eine tolle Situation.
Alles ist fast perfekt und Du schweißt fröhlich vor dich hin.
Und zisch, eine Windböe pfeift direkt an der Keramikdüse vorbei und deine WIG-Naht ist im Eimer.
Ein wunderbares Farbenspiel beginnt am Lichtbogen und nette kleine Poren bilden sich in Kürze.
Schleifarbeiten:
Eine wunderschöne Fase wird geschliffen und alles soll so sauber wie möglich werden.
Plötzlich, eine falsche Bewegung und prompt ist eine fette Riefe drin.
Übrigens, drei Schweißer waren mal damit beschäftigt eine Quernaht auszubessern.
Wir hatten schon an uns gezweifelt.
Im oberen Fasen Bereich wurde per Durchstrahlungsprüfung immer wieder ein Fehler festgestellt.
Der Fehler spielte sich im Zwischenlagenbereich ab.
Das Material war ca. 12mm stark und ein ganz normaler ST37 / S235.
Was war ein Herstellungsfehler, ein Lunker.
Hier wirkte der Eisengeist bereits bei der Stahlschmelze im Werk.
Edelstahl WIG Schweißen 141, Chrom-Nickel:
Formierung läuft, die Wurzel wird perfekt eingebracht.
Du kommst an den Zusammenschluss der Wurzel und Zisch, der Lichtbogen flattert nur so vor sich hin.
Ein wenig zu viel der Druck vom Formiergas, was schließlich genau am Zusammenschluss raus will.
Wo Gas rein strömt, sollte es auch wieder raus strömen.
Der richtige Auspuff und die richtige Druckeinstellung wäre die Lösung.
Danke für viele Meinungen und Interessenten, die ihr gerne bei den Videos auf YouTube hinterlassen könnt.
Aufpassen während der Schweißarbeiten.
Plötzliche Ereignisse im Leben, am Tag, in einer Stunde oder Minute können Euch ablenken.
Das ist auch eine Fehlerquelle.
Helft Euch und schützt Euch auf natürliche Weise, TÄGLICH.

-

- Elektrode Schweißen, Schweißfehler

-

- Elektrode Schweißen, Schweißfehler

-

- Elektrode Schweißen, Schweißfehler
-

- Elektrode Schweißen, Schweißfehler

-

- Stutzen, Schweißnahtvorbereitung, Fehler

-

- WIG Schweißen, Schweißfehler
-

- Autogen Schweißen, Schweißfehler

-

- WIG Schweißen, Schweißfehler

-

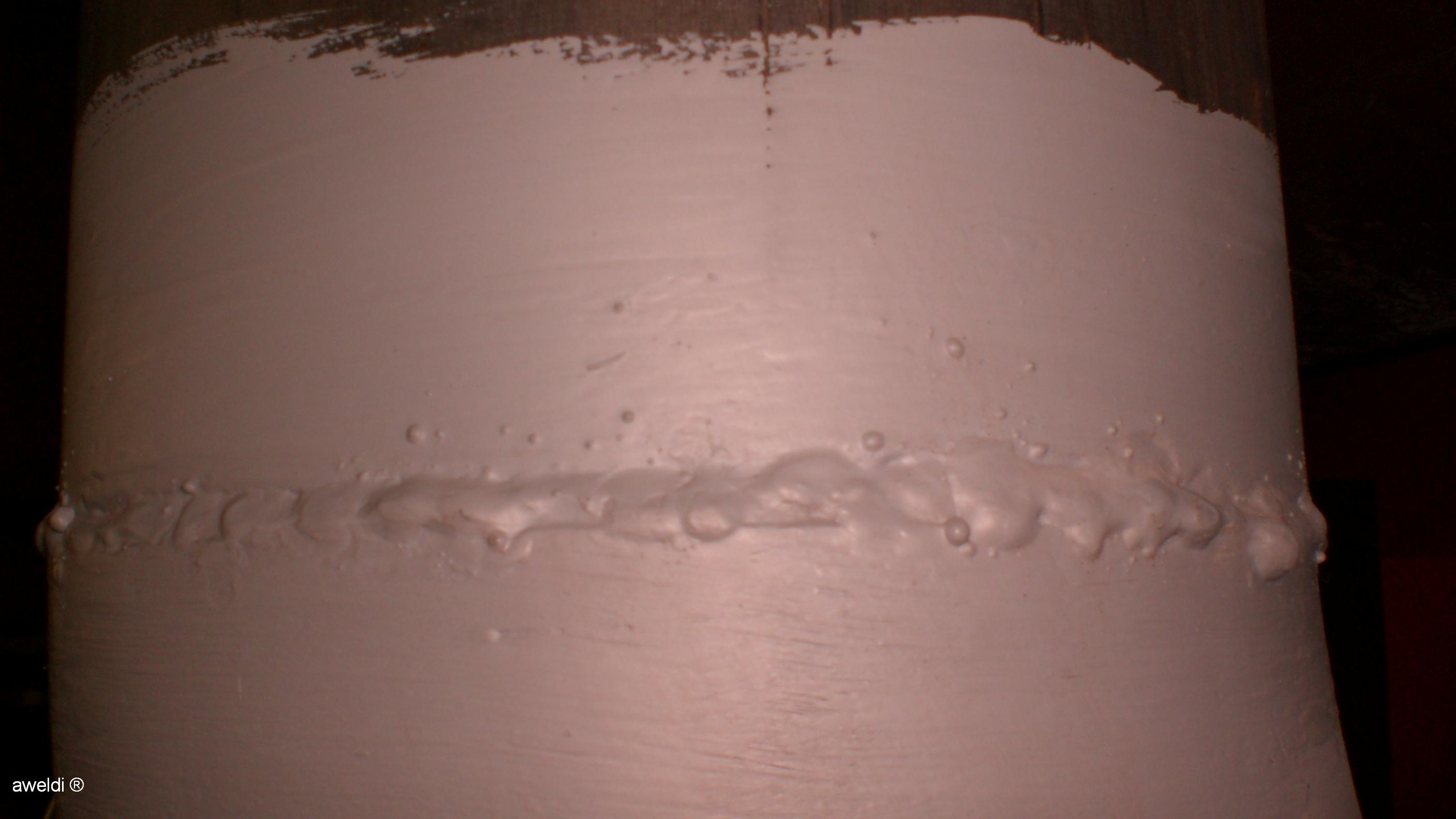
- Decklage schlechte Autogen Schweißnaht.
-

- Decklage einer WIG Schweißnaht
-

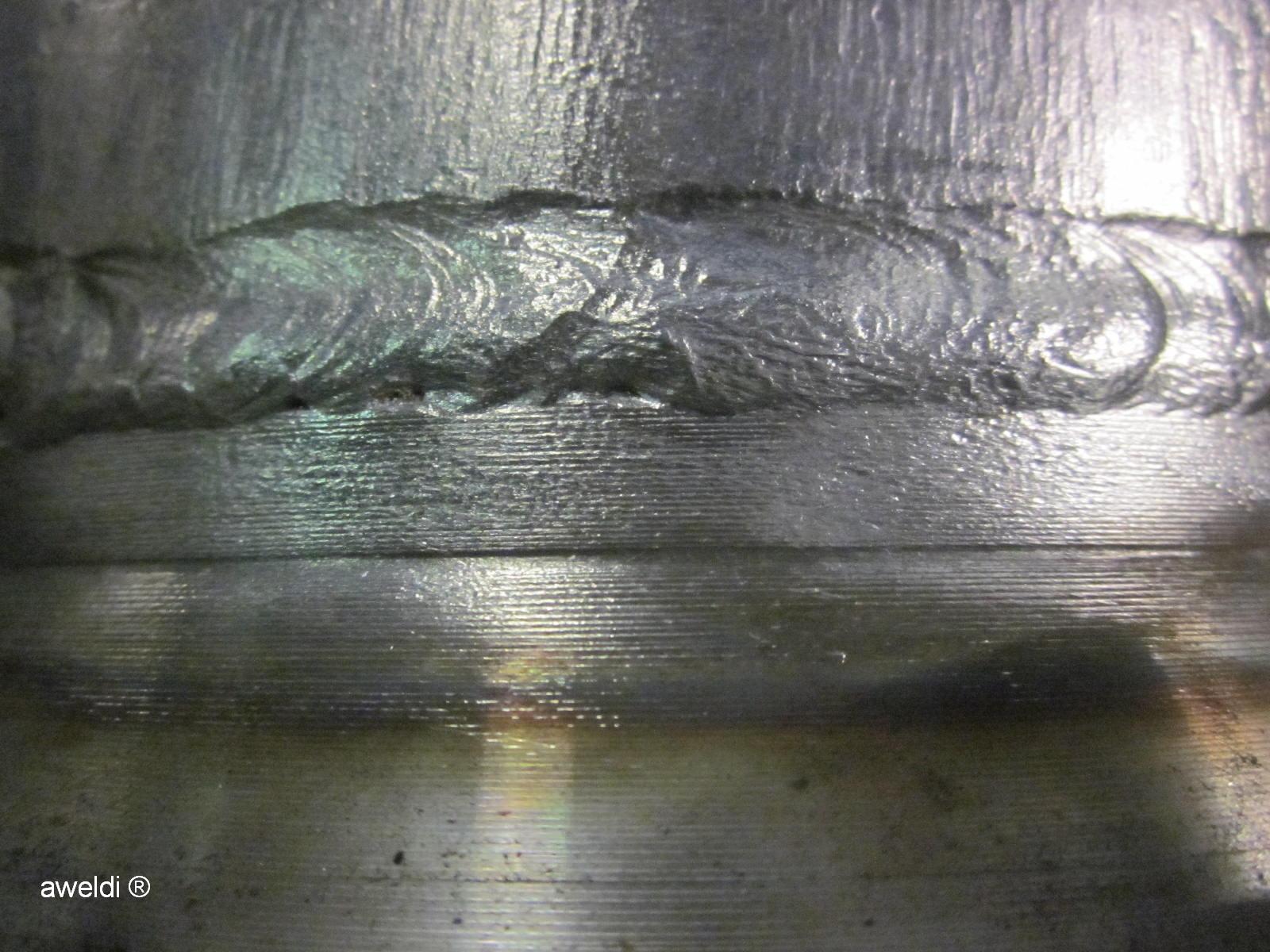
- Bindefehler durch ungenügendes Schmelzen
-

- Kerben durch Einschläge
-

- Schweißnähte der besonderen Güte
-

- Schweißen ist Kunst
-

- Hefter geschnitten, wieder angepunktet. Fertig.
-

- Hefter von Innen – Schrott.